欢迎您访问辉耀精密机械官网!官
 手机版
手机版
- 微信公众号

- 在线留言
- 快捷导航
辉耀主轴维修
实力主轴维修公司
全国服务范围
任何地区均可上门

辉耀全国服务咨询热线
134-5169-9768
热门主轴维修分类
欢迎您访问辉耀精密机械官网!官
手机版
辉耀主轴维修
实力主轴维修公司
全国服务范围
任何地区均可上门
辉耀全国服务咨询热线
134-5169-9768
热门主轴维修分类

项目众多
200+项目任选
全国维修
附近就能修
上门服务
解决您的问题
售后服务
让客户满意
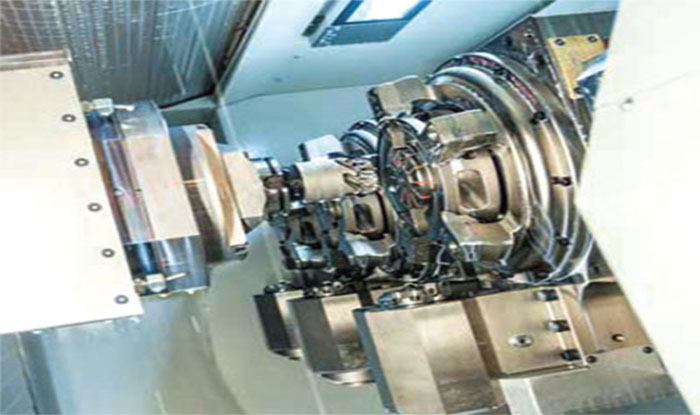
[常见故障]主轴发热快 精度下降 噪声大
来源:未知 时间:2021-06-18 06:55:43 阅读:612
故障现象: 主轴发热很快, 加工出来的工件孔精度偏低,圆柱度很差,加工噪声很大。
故障分析:经过对机床主轴长期观察可以确定,机床主轴的定心锥孔在多次换刀过程中受到损伤,主要损伤原因是使用过程中换刀的拔、插到失误,损伤了主轴定心孔的锥面,仔细分析后发现主轴部件的故障原因有四点:
(1)主轴轴承的润滑脂不合要求,混有粉尘杂质和水分,这些杂质主要来源于该加工中心用的没有经过精馏和干燥的压缩空气,在气动清屑时,粉尘和水气进入到主轴轴承的润滑脂内,导致主轴轴承润滑不好,产生大量热河噪声;
(2)主轴内用于定位刀具的锥形孔定位面上有损伤,导致主轴的锥面和刀柄的锥面不能完美配合,加工的孔出现微量偏心;
(3)主轴的前轴承预紧力下降,导致轴承的游隙变大;
(4)主轴内部的自动夹紧装置的弹簧疲劳失效,刀具不能完整拉紧,偏离了原本位置。
解决方案:
(1)更换主轴的前端轴承,使用合格的润滑脂,并调整轴承游隙;
(2)将主轴内锥形孔定位面研磨合格,用涂色法检测保证与刀柄的接触面不低于90%;
(3)更换夹紧装置的弹簧,调整轴承的预紧力。
除此之外,在操作过程中要经常检查主轴的轴孔、刀柄的清洁和配合状况,要增加空气精滤和干燥装置,要合理安排加工工艺,不可使机器超负荷工作。

Copyright 2012-2021 ¤辉耀机械¤ 未经授权|禁止抄袭|若有雷同|依法追究







































 辉耀动态
辉耀动态 行业知识
行业知识 视频欣赏
视频欣赏





